In Summary
- The surfaces of certain processing environments can form condensation, particularly in chiller ceilings. Most food processing plants have some form of condensation on the ceilings of their chillers.
- Many bacteria, including L. monocytogenes grow readily in moist conditions.
- The warmer the air temperature, the greater amounts of water that can be contained in it. If temperatures are dropped (i.e. in a chiller), fogging and condensation can form. Most modern chillers can remove moisture and mitigate this.
- Below are provided a number of cost effective processes to reduce the formation of condensation in chillers.
Based on site visits to more than 100 UK food processing plants over the last twenty years, it is apparent that most suffer from some degree of condensation on the ceilings of their chillers (Figure 1). The problem is more apparent in food processing, where food enters a chiller wet. Fortunately, the causes of condensation are well understood, and the issue can be cured in the majority of cases for very little expense.
Air temperature determines its ability to hold moisture.
The key issue for chillers is that the air inside them can hold an amount of water that is proportional to that air’s temperature. Warmer air can hold much greater quantities of water compared with lower air temperatures. A common measure of the degree of saturation of air is relative humidity (RH). RH is the percentage of the total amount of moisture that air can hold at a given temperature at sea level. Figure 2 below shows the maximum amounts of water that air can hold over a range of temperatures of relevance to smoked fish plants.
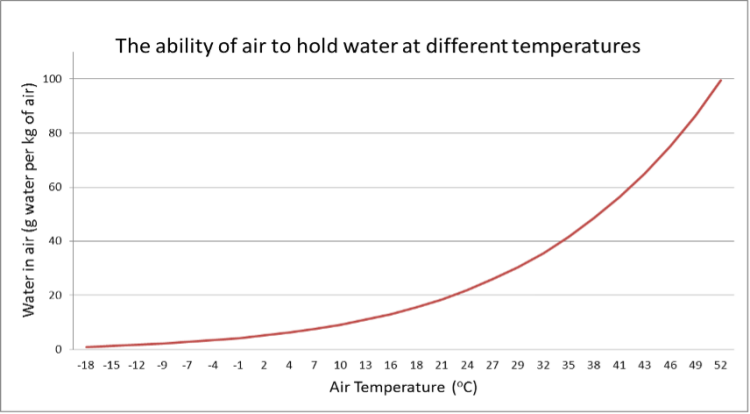
If air containing water is cooled down, then the RH of that air increases. If, as a result of cooling, the RH exceeds 100%, then the air can no longer hold all the water it contains, and fogging occurs with the formation of condensation on the chiller walls and ceilings. An illustration of what commonly happens in slaughterhouses is shown on Figure 2. Consider the line at Point A on the graph, the temperature of the air is 18oC and if the air held 10g of water per kilogram of air, there would be no issue with condensation because 100% RH at 18oC is about 17g of water per kilogram of air. However, if the air were to enter a chiller and be rapidly cooled to -4oC, 100% RH at that temperature is around 3g of water per kilogram of air. Thus, the air would be forced to lose 14g of water per kilogram of air and that would result in condensation.
Although the above scenario may sound like it is a foregone conclusion that cooling will cause fogging and condensation, an important property of most modern chiller units is that they have the capability to remove water from the air because they have an evaporation coil which is the coldest surface in the chiller. Evaporation coils and how they are adjusted and cleaned are very important in the prevention of chiller condensation.
How to cost effectively reduce the formation of condensation in chillers.
- A number of food processors in the UK pre-cool their chillers to 4oC or lower before the commencement of processing and the loading of product. The practice does not significantly improve food chilling rates since the materials used to construct modern chillers are chosen because they have very little heat-holding capacity. Pre-chilling can however cause condensation because moist air can enter the chillers with food, mix with the air already in the chillers and be too rapidly cooled causing the formation of condensation on the walls and ceilings. A good practice is to monitor the temperature that can be maintained in a chiller during the loading of food and, if pre-chilling is an absolute must for quality reasons, to pre-chill only to a degree or two above that the temperature that can be maintained.
- Most modern chilling equipment allows adjustments to be made to the evaporator coil pressure and temperature inside the chiller unit. Adjustment of the coil can help improve the chiller unit’s ability to remove moisture from the air. For optimal moisture removal, the coil pressure or temperature should be adjusted so that its surface temperature is at or just above 0oC. A common problem in slaughterhouse chillers is that the coil temperature is set to below 0oC which causes water to freeze on the coil surface. The coil works most efficiently at removing water if its surface is not iced over because wet, dripping evaporators provide optimum rates of heat transfer (Ludwiki et al. 2020). A further advantage of having the coils set so that they do not freeze is that the chiller will require less energy, reducing chiller operation costs.
- In the UK, the evaporator coils in chiller units tend not to be frequently cleaned because it is rare for chillers to be empty. However, infrequently cleaned evaporator coils can become covered in a greasy film. The film is primarily composed of fat, and fat is a temperature insulator which interferes with the coil’s ability to transfer heat. Cleaning the coils and the fans which cause airflow across them can improve the ability of a chiller unit to remove water from the air. A programme of monitoring the air speed and temperature from the chiller unit exhaust can be used to determine when the chiller is required to be stripped down and re-cleaned.
- In a number of UK food plants, there may be a small window when the chillers are cleared of the previous day’s product and the current day’s manufacture has not started to be loaded. Typically, the chillers are given a quick clean during this window. A number of less-than-ideal practices have been observed. The first is the use of hot water for the clean down. Hot water readily turns to vapour which can condense out from the air as soon as the chillers are re-started. If water must be used for cleaning in the chillers on a daily basis, the temperature used should be as cold as possible. In addition, low pressure hoses should be used. High pressure hoses can cause the formation of vapour as shown in Figure 3 and Figure 4 below. A related hazard for using high pressure hoses is that they can cause bacteria in the drains to become aerosolized. These bacteria can also be deposited onto ceilings if condensation forms and once on the ceiling, they can be transferred onto food by drippage.


- Finally, some foods can carry large volumes of water into the chillers with them, e. g. wet brined fish. If there is sufficient room in the plant, holding product in the corridors leading to the chillers for 30-40 minutes will let water drip from the food before loading them into the chiller, minimizing the chance of condensation issues.
